广西南宁沧海钢材有限公司
 第9年
第9年


 第9年
第9年 

第9年

来源:广西南宁沧海钢材有限公司 时间:2025-02-25 13:56:27 [举报]
大口径螺旋钢管采用的自动螺旋缝双面埋弧焊机组,与剪切、平头、静水压试验机、传送机和坡口机等组成生产线。其工艺流程如下:
原材料检查→拆卷→初矫→切头对焊→精矫→铣边→递送→成型、内外焊→焊渣清除、外检→自动补焊、X射线检查、拍片及手动超声波探伤复检→管端坡口加工→静水压试验→自动测长、称重→涂层、标志→入库。
螺旋缝双面埋弧焊钢管是采用带钢在常温下成型,经连续焊接而成,并经过严格的理化检验、无损探伤、水压试验等检测手段,产品按GB/T19002-94、ISO9002-94质量体系和GB/T9711.1-1997、SY/T5037-92、APISpec5L标准组织生产。螺旋缝双面埋弧焊钢管质量标准符合DL5017-93标准的要求。GB/T9711.1-1997(A级石油天然气管)、SY/T5037-92(低压螺旋埋弧焊管)、APISpec5L<输送钢管》为产品标准,其质量符合《压力钢管制造安装及验收规范》DL5017-93的要求。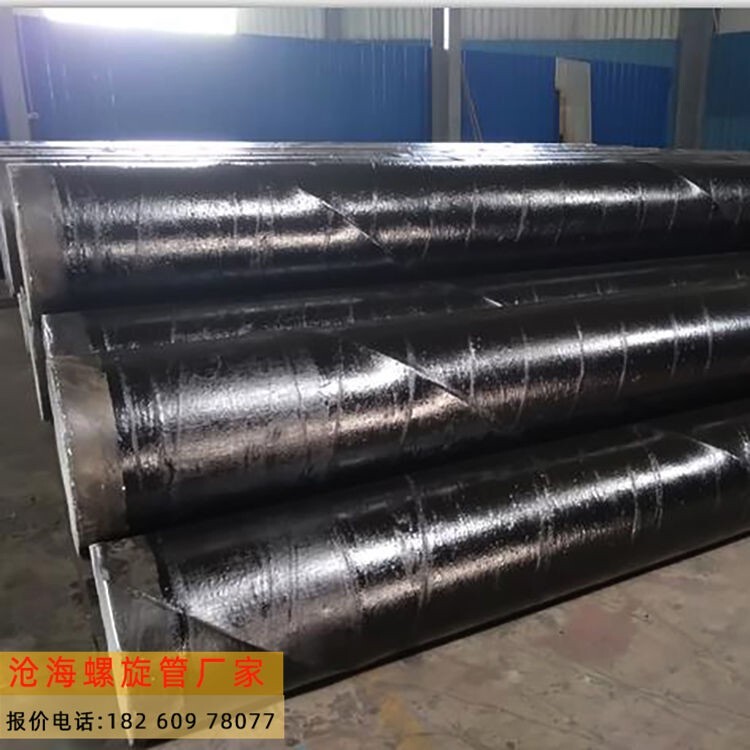
螺旋钢管焊缝呈螺旋线分布,焊缝长,尤其是处于动态条件下焊接时,焊缝还来不及冷却就离开了成型点,极易产生焊接热裂纹。裂纹的方向和焊缝平行,和钢管轴线成一定夹角,一般在30-70°之间。这个角度刚好与剪切破坏角度相一致,因此其抗弯、抗拉、抗压和抗扭性能远不如直缝埋弧焊管,同时由于焊接位置限制,产生的马鞍形和鱼脊形焊缝影响美观。另外,施工过程中,螺旋焊母管节点处的相贯线焊缝割裂了螺旋缝,产生较大的焊接应力,因而大大削弱构件的安全性能,因此应加强螺旋焊管焊缝的无损检测力度,确保焊接质量.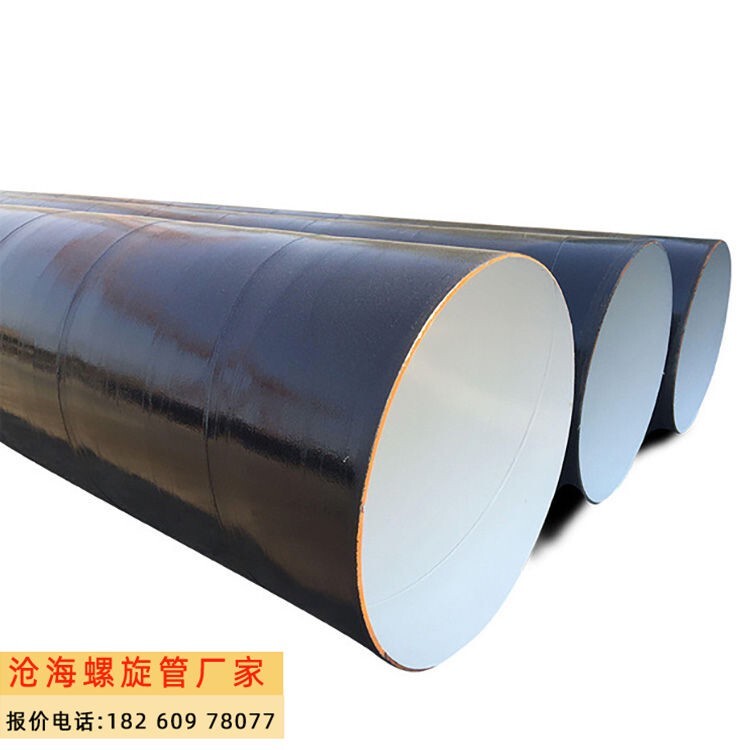
由此可见,机械镀锌既没有高温下的化学冶金反应,也没有外电场作用下的电解沉积效应,仅仅靠运动介质使锌粉与螺旋钢管表面“冷焊”在一起,是一种完全不同于传统工艺的全新工作原理。防腐原理:将纯锌粉溶于溶剂、助剂和成膜物 质内形成富锌底漆,被涂刷至待防腐工件上,借助成膜 物质成膜固化于工件表面。一方面隔绝腐蚀介质浸人螺旋钢管而达到防腐效果,另一方面富锌漆具有阴极保护作用。
标签:工业螺旋钢管,汕头螺旋钢管,生产螺旋钢管,螺旋钢管生产厂家