关键词 |
Q235B螺旋钢管,广东螺旋钢管,Q235B螺旋钢管,螺旋钢管生产加工 |
面向地区 |
全国 |
产地 |
广东广州 |
用途 |
自来水管 |
载荷 |
公称载荷 |
颜色 |
黑色 |
材质 |
Q235B |
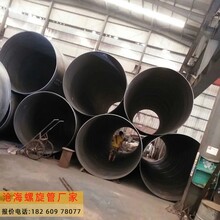
广西沧海螺旋钢管,防腐螺旋钢管厂家,防腐螺旋钢管的制作工艺流程:
1、对防腐钢管进行检验,综合条件对钢管进行检验,使之符合制作保温钢管的条件。检查钢管有没有被腐蚀,检查并除去钢管上的绣;
2、把除锈防腐后的钢管套在聚乙烯套管内,进行穿管成型。然就经过封头修补,在里面注入聚氨酯泡沫,要充分填满空隙,使之充分填充。检验防腐钢管,对制作完成的保温钢管进行成品的检验;
3、咱看看环氧树脂防腐螺旋钢管底漆用于供水管线内壁的防腐打底涂装,面漆用于供水管线内壁的防腐面漆。防腐螺旋管是指经过防腐工艺加工处理,可有效防止或减缓在运输与使用过程中发生化学或电化学反应发生腐蚀现象的钢制管道。环氧防腐螺旋钢管内腐蚀介质种类较多,有酸、碱、盐、氧化剂及水蒸气等,涂料具有化学惰性、耐酸碱盐腐蚀,涂膜应结构致密,防水渗透性好,附着力强、坚韧丰满。
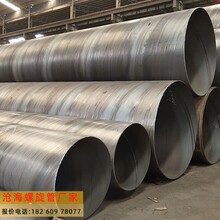
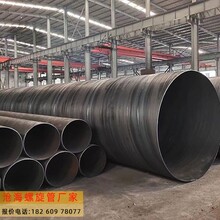
广西螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
桥梁结构用螺旋钢管对管体进行两面的焊接,制作出来的管体在抗拉强度和抗压强度更好,更好的应用到工程中去。是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。
桥梁结构用螺旋钢管对管体进行两面的焊接,制作出来的管体在抗拉强度和抗压强度更好,更好的应用到工程中去。是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。
易出现问题的原因
1、钢温不稳定有阴阳面。钢的成分不均匀。折叠是螺旋钢管表面形成的各种折线,这种缺陷往往贯穿整个产品的纵向。
2、追求率,压下量偏大,产生耳子,下一道轧制时就产生折叠,折叠的产品折弯后就会开裂,厚壁螺旋钢管的强度大下降。
3、材质不均匀,杂质多。
4、温度不标准,他们的钢温是通过目测的,这样无法按规定的奥氏体区域进行轧制。力学角度分析螺旋钢管管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δ和轴向应力δ。焊缝处合成应力δ,其中,α为螺旋焊管焊缝的螺旋角。螺旋钢管焊缝的螺旋角一般为度,因此螺旋焊缝处合成应力是直缝焊管主应力的。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小由于径向应力是存在于钢管上的大应力,所以焊缝处于垂直应力这一方向时承受大载荷。即直缝承受的载荷大,环向焊缝承受的载荷小,螺旋缝介于二者之间。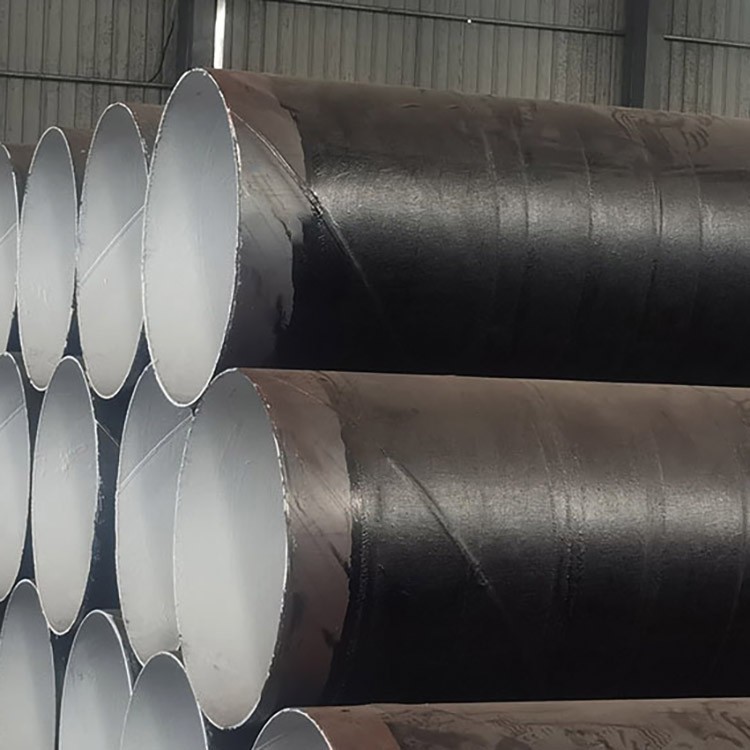
螺旋焊接钢管工艺特点
a. 成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。
b. 采用的双面埋弧焊的工艺,可在佳位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。
c. 对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、之下,有效地了产品质量。
d. 整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由控制室对生产过程中的技术参数。
螺旋焊接钢管堆放规则
1、螺旋钢管堆码的原则要求是在码垛稳固、确保安全的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;
2、禁止在螺旋钢管垛位四周存放对钢材有侵蚀作用的物品;
3、螺旋钢管垛底应垫高、坚固、平整,防止材料受潮或变形;
4、同种材料按入库先后分别堆码;
5、露天堆放的螺旋钢管型钢,下面必需有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形;
6、螺旋钢管堆垛高度,人工功课的不超过1.2m,机械功课的不超过1.5m,垛宽不超过2.5m;
7、垛与垛之间应留有一定的通道,检查道一般为0.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.0m;
8、露天堆放角钢和槽钢应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈;
9、垛底垫高,若仓库为向阳的水泥地面,垫高0.1m即可;若为泥地,须垫高0.2~0.5m。若为露天场地,水泥地面垫高0.3~0.5m,沙泥面垫高0.5~0.7m。
螺旋钢管的生锈处理方法:
螺旋钢管生锈后主要使用钢丝刷等工具对钢材表面进行打磨,螺旋管的清洗和预热可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若螺旋管表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。
在传统应用的基础上又增添了新的应用,这样使得螺旋钢管的用处更加的丰硕,也同时降低了螺旋钢管的使用本钱。无线电频率感应器提供200伏特、50安培的电畅通流畅过螺旋钢管,通过感应作用加热实验样本。
螺旋管自身并不会变热,但是实验样本会显著发烧。在加热温度超过电弧熔化机时,无线电频率感应器将提供更多的控制,使科学家可以调整合金具体的成分比例。螺旋钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊螺旋钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等。
螺旋管表面处理方法:
1、清洗:应用溶剂、乳剂清洗钢材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不能去除钢材外表的锈、氧化皮、焊药等,因而在防腐出产中只作为辅佐措施;
2、工具除锈:要运用钢丝刷等工具对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手工工具除锈能到达Sa2级,动力工具除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,工具除锈结果不理想,达不到防腐施工要求的锚纹深度;
3、酸洗:普通用化学和电解两种办法做酸洗处置,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处置。化学清洗固然能使外表到达必然的洁净度和粗拙度,但其锚纹浅,并且易对情况形成污染;
4、喷(抛)射除锈:喷(抛)射除锈是经过大功率电机带动喷(抛)射叶片高速扭转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力效果下对钢管外表进行喷(抛)射处置,不只可以肃清铁锈、氧化物和污物,并且钢管在磨料凶猛冲击和磨擦力的效果下,还能到达所需求的平均粗拙度。喷(抛)射除锈后,不只可以扩展管子外表的物理吸附效果,并且可以加强防腐层与管子外表的机械黏附效果。因而,喷(抛)射除锈是管道防腐的理想除锈方法。一般来说,喷丸(砂)除锈要用于管子内外表处置,抛丸(砂)除锈要用于管子表面面处置。
防腐螺旋钢管厂家清除内毛刺,通常是在连续焊管生产线上清除,也可以采用离线方法清除。清除内毛刺方法,目前主要有以下几种方法:
1、切削法:该方法是利用伸进管内固定刀刃或旋转切削头,对毛刺进行切削;
2、辗压法:该方法是利用伸进管内的滚压装置,使内毛刺产生塑性变形,达到减薄内毛刺高度的效果;
3、氧化法:防腐螺旋钢管焊接开始时,用通气喷嘴向内焊缝喷射氧气流,利用焊缝焊接余热,使内毛刺加4、速氧化,并在气流冲出下脱落;
5、拉拔法:防腐螺旋钢管通过模具时,在浮动塞的环形刀刃作用下,清除钢管内毛刺;外毛刺清除装置有一把刨刀和二把刨刀型式,用一把刨刀要停机换刀,而用二把刨刀清除毛刺,换刀可不需停机。
| 主营行业:钢管 |
| 公司主营:螺旋钢管,广西防腐螺旋钢管,螺旋管,广西钢管 |
| 主营地区:广西.贵州 |
| 企业类型:股份有限公司 |
| 公司成立时间:2016-08-30 |
| 经营模式:政府或其他机构 |
| 公司邮编:530000 |
| 公司网站:http://www.gxcanghai.com |